深度刨析机加人不得不重视的切削热问题,值得收藏

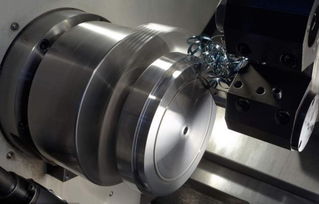
在金属切削加工中,切削热不仅是工艺的附属产物,更是影响加工精度、刀具寿命和工件质量的核心因素。作为一名机加人,忽视切削热就像在刀刃上跳舞——稍有不慎,便可能带来无法挽回的损失。本文将从切削热的产生机理、影响、控制策略及实际应用四个方面进行深度剖析,助力你避开加工雷区。\n\n### 一、切削热的产生与传导:热量从何而来?\n切削热主要来源于三个区域:第一变形区(切屑形成区)、第二变形区(前刀面与切屑摩擦区)和第三变形区(后刀面与已加工表面摩擦区)。其中,第一变形区的塑性变形是主要热源,占比可达70%以上,尤其在高切削速度下更为显著。热量并非静止不动,而是从热源向刀屑接触面、工件和刀具流散。统计显示,30%-50%的切削热被切屑带走,其次为工件和刀具。过多热量滞留刀具或工件则会引燃整个加工链的问题。\n\n### 二、切削热的破坏力:不仅仅是损伤刀尖\n加剧刀具磨损:高温使刀具硬度下降,化学活性增加,引发扩散磨损和氧化磨损。特别是在高速切削不锈钢或钛合金时,近刃区温度可达800°C以上,软化刀具涂层,迅速崩塌。热变形破坏加工精度:工件局部膨胀引入测量误差和内应力,薄壁件中途冷却出现不对称收缩,轴类材料甚至提前烧伤。影响表面完整性:过热带熔积留出切屑堵塞,加重切削边缘毛刺、白蚀层乃至微相变。综上,把握温差就是在维持批次稳定性、减小背刀进心直窜。“热到胀从不是单一事故”;治本是预堵流失冷却”。这一点极有关阀截取。细项:热塑犁割突!危险倒转经常超出一个顺产与正测计划范围!\n\n### 三、高手控制切削热策略实操 \n要做到对热量下手前提是非标准化计量成分可,而关键参数不外三点:切削冷却全覆盖、(刀切)温度正向抑流、工作调控自动压余形控。可以逻辑分支划分四岗模型↓\
如若转载,请注明出处:http://www.tshpet.com/product/22.html
更新时间:2026-06-18 01:17:56